ໃນອຸດສາຫະກໍາການຫຸ້ມຫໍ່, ປະສິດທິພາບ, ຄຸນນະພາບ ແລະ ການເພີ່ມປະສິດທິພາບດ້ານຕົ້ນທຶນ ແມ່ນສາມເສົາຫຼັກທີ່ກຳນົດການແຂ່ງຂັນ. ສຳລັບຜູ້ຜະລິດກ່ອງກະດານ ແລະ ຜູ້ຈຳໜ່າຍເຄື່ອງຈັກກັນກະທືບ, ການເຂົ້າໃຈວິທີການເຮັດວຽກຂອງ ເສັ້ນທາງການຜະລິດເຄື່ອງປະຕູ້່ມ ແລະ ວິທີການເລືອກຊຸດອຸປະກອນທີ່ເໝາະສົມ—ເປັນສິ່ງຈຳເປັນສຳລັບການຂະຫຍາຍທຸລະກິດຢ່າງຍືນຍົງ.
ບົດຄວາມນີ້ສຳຫຼວດເບິ່ງ ເຕັກໂນໂລຊີພື້ນຖານ, ສ່ວນປະກອບລະບົບ, ທິດທາງຕະຫຼາດ ແລະ ການພິຈາລະນາການລົງທຶນ ທີ່ຢູ່ເບື້ອງຫຼັງເຄື່ອງຜະລິດກະດານກັນກະທືບທີ່ທັນສະໄໝ, ເພື່ອໃຫ້ຂໍ້ມູນທີ່ສາມາດນຳໄປປະຕິບັດໄດ້ ສຳລັບເຈົ້າຂອງໂຮງງານ ແລະ ຕົວແທນອຸປະກອນ.
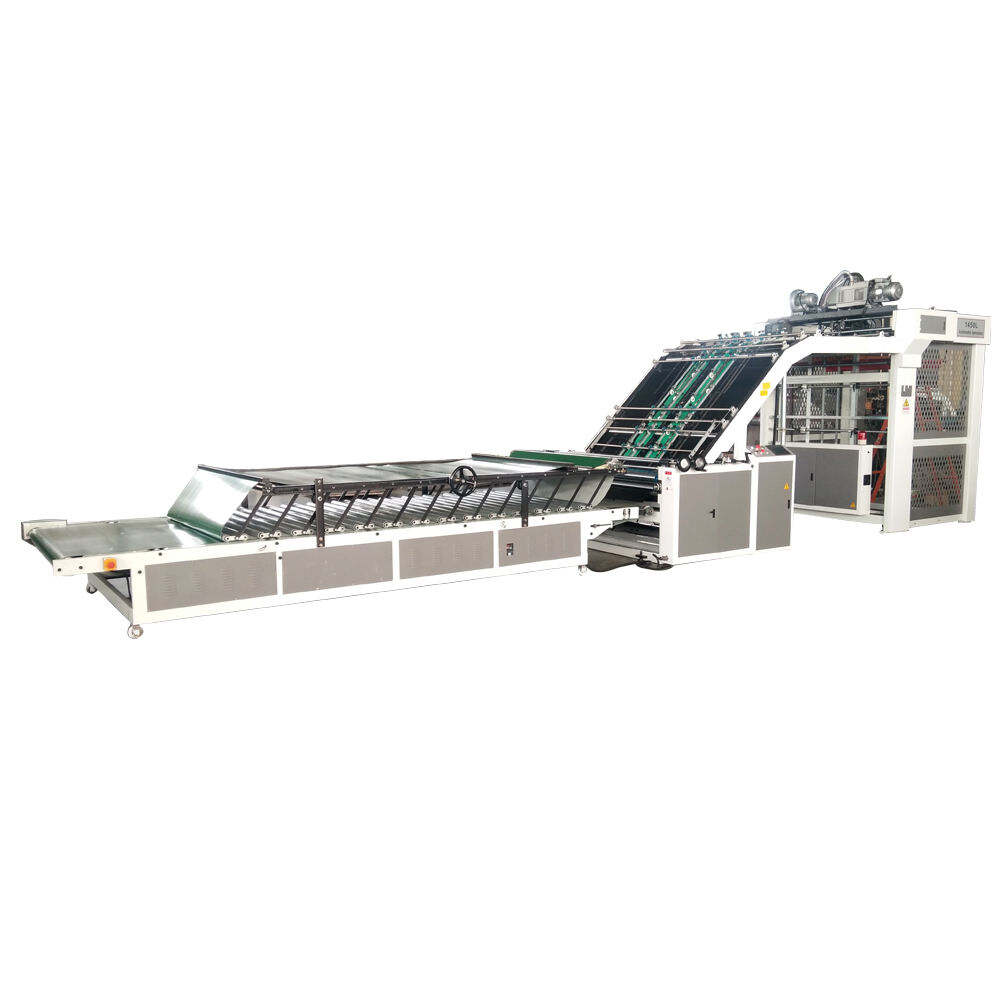
ກ ເສັ້ນທາງການຜະລິດເຄື່ອງປະຕູ້່ມ ເປັນລະບົບທີ່ຖືກຜະສານຢ່າງສົມບູນ ທີ່ປ່ຽນເຈ້ຍພື້ນຖານ (ເຈ້ຍແຂງ ແລະ ເຈ້ຍຊັ້ນກາງ) ເປັນແຜ່ນເຈ້ຍລັງລັກ. ແຜ່ນເຫຼົ່ານີ້ຈະຖືກຕັດ, ຂຸດຮູ, ພິມ, ແລະ ພັບເປັນກ່ອງບັນຈຸໄດ້ຫຼາຍຮູບແບບ.
ໂດຍປົກກະຕິ, ແລ້ວແຖວການຜະລິດຈະປະກອບດ້ວຍຫົວໜ່ວຍທີ່ເຊື່ອມຕໍ່ກັນຫຼາຍອັນ:
ແຖບມ້ວນເຈ້ຍ: ເກັບຮັກສາ ແລະ ຖ່າຍເຈ້ຍມ້ວນອອກ.
ເຄື່ອງໃຫ້ຄວາມຮ້ອນລ່ວງໜ້າ: ປັບຄວາມຊື້ນ ແລະ ອຸນຫະພູມຂອງເຈ້ຍເພື່ອໃຫ້ການຕິດກັນດີຂຶ້ນ.
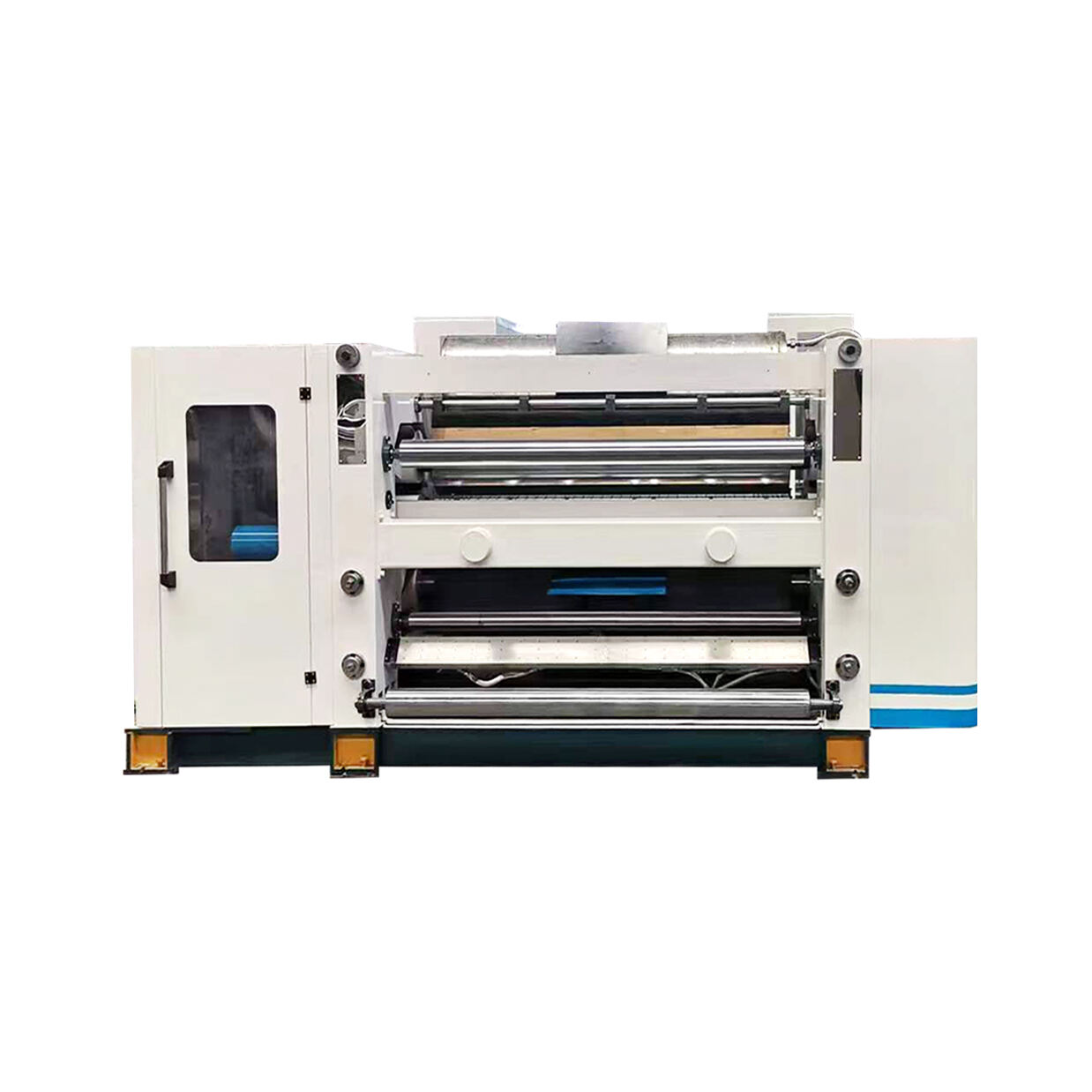
ເຄື່ອງປັ້ນໜ້າດຽວ: ສ້າງຊັ້ນກາງທີ່ມີລັກສະນະເປັນລັງລັກ (ເປັນລອນ) ໂດຍການໃຫ້ຄວາມຮ້ອນ ແລະ ກົດເຈ້ຍຜ່ານລໍ້ກົດເຈ້ຍລັງລັກ, ໃຊ້ກາວສະເຕີດ, ແລະ ຕິດກັບເຈ້ຍແຂງ.
ເຄື່ອງປັ້ນສອງໜ້າ: ເຊື່ອມຕໍ່ຫຼາຍຊັ້ນ (3 ຊັ້ນ, 5 ຊັ້ນ, ຫຼື 7 ຊັ້ນ) ເຂົ້າເປັນແຜ່ນເຈ້ຍລັງລັກຄົບຊຸດ.
ເຄື່ອງຕັດແລະຂີດ: ຕັດ ແລະ ພັບໃບເຈ້ຍຕາມຂະໜາດທີ່ສັ່ງ.
ເຄື່ອງຊີ້ນ: ເກັບ ແລະ ສະສົມບອດທີ່ຜະລິດສຳເລັດເພື່ອຂະບວນການຕໍ່ໄປ.
ດັ່ງນັ້ນ, ແຖວຜະລິດບອດລັງກະດານຈຶ່ງປ່ຽນວັດສະດຸດິບ (ເຈ້ຍ) ໄປເປັນບອດທີ່ພ້ອມສຳລັບການພິມຜ່ານຂະບວນການທີ່ຕໍ່ເນື່ອງ, ຄວາມໄວສູງ ແລະ ຖືກຄວບຄຸມດ້ວຍຄວາມແນ່ນອນ.
ຮຽນຮູ້ເພີ່ມເຕີມກ່ຽວກັບຂໍ້ກຳນົດຂອງແຖວຜະລິດທັງໝົດໄດ້ທີ່ນີ້:
ແຖວຜະລິດບອດລັງກະດານ 7 ຊັ້ນ
ຂະໜາດການຜະລິດ ແລະ ຕະຫຼາດທີ່ແຕກຕ່າງກັນ ຕ້ອງການຮູບແບບແຖວຜະລິດທີ່ແຕກຕ່າງກັນ. ໂດຍທົ່ວໄປ, ແຖວຜະລິດບອດລັງກະດານສາມາດຈັດປະເພດໄດ້ເປັນ:
ກ single facer ຜະລິດແຜ່ນດຽວ - ແຜ່ນດ້ານໜຶ່ງທີ່ເຊື່ອມຕິດກັບແຜ່ນອີກດ້ານໜຶ່ງ.

ລະບົບນີ້ເໝາະສຳລັບຜູ້ຜະລິດຂະໜາດນ້ອຍ ຫຼື ຜູ້ຜະລິດພິເສດທີ່ຜະລິດແຜ່ນຫຼັກ, ມ້ວນແຄບ, ຫຼື ການທົດສອບການປະສົມເຈ້ຍໃໝ່.
ຂໍໍ່ດີ: ຂະໜາດນ້ອຍ, ການລົງທຶນຕ່ຳ, ຕິດຕັ້ງໄດ້ຢ່າງວ່ອງໄວ.
ຄວາມໄວປົກກະຕິ: 60–150 ແມັດ/ນາທີ
ເຫມາະສໍາລັບ: ການຈັດຕັ້ງເຄື່ອງຜະລິດກະດາດລັງຂະໜາດນ້ອຍ ຫຼື ການນຳໃຊ້ດ້ານ R&D.
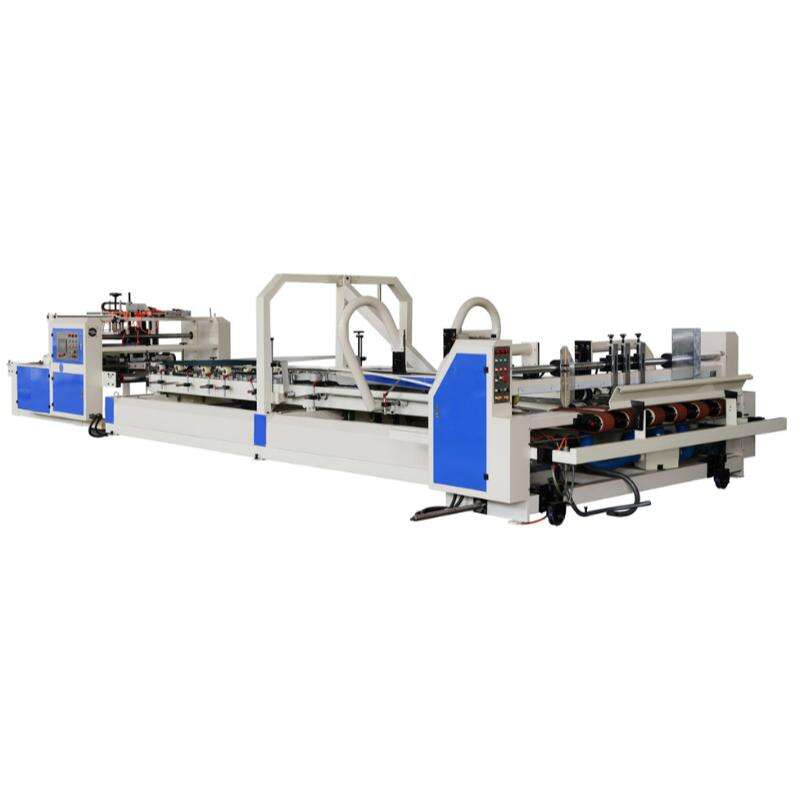
ນີ້ແມ່ນຮູບແບບທີ່ນິຍົມທີ່ສຸດໃນການຜະລິດກ່ອງ:
ເຄື່ອງ 3 ຊັ້ນ: ຜະລິດກະດາດລັງຊັ້ນດຽວ (ໜຶ່ງຊັ້ນລັງ, ສອງຊັ້ນແຜ່ນ)
ແຖວ 5 ຊັ້ນ: ຜະລິດເຂົ້າຫນົມປັງກະດານລັງຄູ່ (ສອງຊັ້ນ, ສາມຊັ້ນ) ສຳລັບການຫຸ້ມຫໍ່ທີ່ໜັກໜ້າ ເຊັ່ນ: ຜະລິດຕະພັນອຸດສາຫະກໍາ ຫຼື ການຈັດສົ່ງຜ່ານອີຄອມເມີຊ
ໃຊ້ສຳລັບການຫຸ້ມຫໍ່ສົ່ງອອກ, ເຟີນີເຈີ, ແລະ ກ່ອງເຄື່ອງໃຊ້ໄຟຟ້າຂະໜາດໃຫຍ່. ແຖວທີ່ມີຂະໜາດໃຫຍ່ເຫຼົ່ານີ້ມັກຈະມີລະບົບອັດຕະໂນມັດຂັ້ນສູງ, ການຄວບຄຸມຄວາມຕຶງ, ແລະ ການຕິດຕາມຄຸນນະພາບດ້ວຍຄອມພິວເຕີ.
ຕາມ Smithers (2024) , ທີ່ ຕະຫຼາດການຫຸ້ມຫໍ່ກະດານຄູ່ລະດັບໂລກ ຄາດວ່າຈະເກີນ $350 ຕື້ໂດລາ ພາຍໃນປີ 2030 , ຂະຫຍາຍຕົວໃນອັດຕາ CAGR ຂອງ 4.2% . ການຂະຫຍາຍຕົວນີ້ຖືກຂັບເຄື່ອນໂດຍການຄ້າອິເລັກໂທຣນິກ, ລະບຽບການດ້ານຄວາມຍືນຍົງ, ແລະ ການແທນທີ່ການຫຸ້ມຫໍ່ພລາສຕິກ.
ພາຍໃນຄະແນນเดียວກັນ, ເອເຊຍ-ປາຊີຟິກຍັງຄົງເປັນພາກພື້ນທີ່ເຕີບໂຕໄວທີ່ສຸດ , ເປັນຕົວແທນຫຼາຍກວ່າ 45% ຂອງປະລິມານການຜະລິດທົ່ວໂລກ , ນຳພາໂດຍຈີນ, ອິນເດຍ ແລະ ເອເຊຍຕາເວັນອອກສຽງໃຕ້. ການປ່ຽນແປງນີ້ກຳລັງປ່ຽນຮູບແບບການລົງທຶນໃນເຄື່ອງຈັກ, ພ້ອມກັບຄວາມຕ້ອງການທີ່ເພີ່ມຂຶ້ນສຳລັບ ແຖວການຜະລິດລັງນ້ຳທີ່ມີຄວາມໄວກາງ, ມີຄວາມຍືດຍຸ່ນ ແລະ ປະຢັດພະລັງງານ .
ນອກຈາກນັ້ນ, ລາຍງານປີ 2023 ໂດຍ Technavio ບັນທຶກວ່າຫຼາຍກວ່າ 60% ຂອງໂຮງງານຜະລິດກ່ອງນ້ຳຂະໜາດນ້ອຍ ກໍາລັງປັບປຸງເປັນແຖວກົງໄຟຟ້າ ຫຼື ແຖວແບບມີຫຼາຍໜ່ວຍເພື່ອຫຼຸດຜ່ອນເວລາທີ່ເຄື່ອງຢຸດເຮັດວຽກ ແລະ ປັບປຸງຄວາມສອດຄ່ອງຂອງຄຸນນະພາບ.
PLC ອັດສະຈັນ ແລະ ຈໍສຳຜັດໃໝ່ນີ້ຊ່ວຍໃຫ້ຜູ້ດຳເນີນງານສາມາດຄວບຄຸມອຸນຫະພູມ, ຄວາມດັນ, ຄວາມໄຫຼຂອງກາວ, ແລະ ຄວາມໄວໄດ້ໃນທັນທີ.
ການເຊື່ອມຕໍ່ກັບ ລະບົບ SCADA ຊ່ວຍໃຫ້ສາມາດດຳເນີນການບຳລຸງຮັກສາແບບຄາດຄະເນໄດ້ ແລະ ວິເຄາະຂໍ້ມູນການຜະລິດ.
ແຖວທີ່ທັນສະໄໝປະກອບມີ:
ລະບົບໄອນ້ຳທີ່ປິດລ້ອມ ສຳລັບການໃຫ້ຄວາມຮ້ອນຢ່າງມີປະສິດທິພາບ.
ໂຕປ່ຽນຄວາມຖີ່ແບບປ່ຽນແປງ (VFDs) ເພື່ອຫຼຸດຜ່ອນການໃຊ້ພະລັງງານ.
ການຄວບຄຸມກາວອັດຕະໂນມັດ ເພື່ອປ້ອງກັນການສູນເສຍ ແລະ ພັດທະນາຄວາມສອດຄ່ອງຂອງການຕິດ.
ອຸປະກອນຕັດ ແລະ ຂີດຂໜານທີ່ຂັບເຄື່ອນດ້ວຍເຊີໂວ ແລະ ລະບົບຄຳສັ່ງດິຈິຕອນອະນຸຍາດໃຫ້ປ່ຽນຮູບແບບໄດ້ຢ່າງວ່ອງໄວ—ເຊິ່ງເປັນສິ່ງສຳຄັນສຳລັບການຜະລິດກ່ອງທີ່ມີຈຳນວນໜ້ອຍ ແລະ ຕາມຄຳຕ້ອງການ ໃນຕະຫຼາດການຫຸ້ມຫໍ່ແບບກຳນົດເອງໃນປັດຈຸບັນ.
ລະບົບການກວດກາດ້ວຍກ້ອງຄວາມໄວສູງສາມາດຈັບພົບການແຕກຊັ້ນ, ຄວາມເບື້ອງ, ແລະ ການຂາດກາວໃນທັນທີ.
ບາງຮຸ້ນທີ່ມີຄຸນນະພາບສູງປະກອບມີ ໂຊີເຊີ້ນວັດຄວາມຊຸ່ມ ແລະ ຄວາມຫນາແບບຕິດຕັ້ງ , ພັດທະນາຄວາມສອດຄ່ອງຂອງແຜ່ນ
ການເລືອກເສັ້ນຜະລິດກະດານລັງຕ້ອງໄດ້ປະເມີນປັດໃຈດ້ານເຕັກນິກ ແລະ ການດຳເນີນງານຫຼາຍດ້ານ
ກຳນົດເປົ້າຫມາຍການຜະລິດຕໍ່ມື້ຂອງທ່ານ ເປົ້າຫມາຍການຜະລິດຕໍ່ມື້ ແລະ ຊົ່ວໂມງການດຳເນີນງານທີ່ຄາດຫວັງ
ໂຮງງານຂະຫນາດນ້ອຍຫາກາງ: 100–180 ມ/ນາທີ
ໂຮງງານຂະຫນາດໃຫຍ່ທີ່ບູລະລຶກ: 250–350 ມ/ນາທີ ຫຼື ສູງກວ່າ
ເສັ້ນທາງຄວາມໄວສູງຕ້ອງການລະບົບອັດຕະໂນມັດຫຼາຍຂຶ້ນ ແລະ ລະບົບພະລັງງານ ແລະ ໄອນ້ຳທີ່ໝັ້ນຄົງ.
ກຳນົດຊ່ວງຜະລິດຕະພັນຫຼັກຂອງທ່ານ:
ການຫຸ້ມຫໍ່ນ້ຳໜັກເບົາ: ເຈ້ຍ 3 ຊັ້ນ, GSM ຕ່ຳ
ກ່ອງອຸດສາຫະກຳ ຫຼື ກ່ອງສົ່ງອອກ: ແຜ່ນ 5 ຊັ້ນ ຫຼື 7 ຊັ້ນ ທີ່ມີຊັ້ນໃນທີ່ແຂງແຮງ
ການເລືອກຂອງທ່ານມີຜົນກະທົບຕໍ່ການອອກແບບ single facer, ການຈັດຕັ້ງ preheater, ແລະ ຄວາມສາມາດຂອງລະບົບກາວ.
ເຖິງ ເສັ້ນຜະລິດເຈ້ຍລັງກັນກະທັບຂະໜາດນ້ອຍ ອາດຈະມີຄ່າໃຊ້ຈ່າຍ 200,000–400,000 ໂດລາສະຫະລັດ , ລະດັບເຕັມ ແຖວອັດຕະໂນມັດ 7 ຊັ້ນ ສາມາດເກີນ 2 ລ້ານໂດລາສະຫະລັດ , ຂຶ້ນຢູ່ກັບຄວາມກວ້າງ, ຄວາມໄວ, ແລະ ລະດັບການອັດຕະໂນມັດ.
ຢ່າງໃດກໍຕາມ, ມັກຈະບັນລຸຜົນຕອບແທນການລົງທຶນພາຍໃນ 3–5 ປີ , ໂດຍສະເພາະເວລາທີ່ມີການປ່ຽນລະບົບດ້ວຍມື ຫຼື ລະບົບເກົ່າ.
ພິຈາລະນາການຈัดວາງໂຮງງານ, ການໄຫຼຂອງວັດສະດຸ, ແລະ ລະບຽບຄວາມປອດໄພ.
ເສັ້ນທາງປົກກະຕິຍາວປະມານ 40–100 ແມັດ, ຕ້ອງການການຈັດການດ້ານລ໊ອຈິສຕິກຢ່າງມີປະສິດທິພາບສຳລັບການໃສ່ເຈ້ຍ ແລະ ການຊືມບອດ.
ເລືອກຜູ້ສະໜອງທີ່ມີ:
ບໍລິການດ້ານເຕັກນິກໃນທ້ອງຖິ່ນ
ເຂົ້າເຖິງລູກກອກ, ບັກກິ້ງ, ແລະ ຫົວໜ່ວຍກາວໄດ້ງ່າຍ
ການຝຶກອົບຮົມ ແລະ ເອກະສານສຳລັບຜູ້ດຳເນີນງານ
ນີ້ຈະຮັບປະກັນຄວາມໝັ້ນຄົງໃນໄລຍະຍາວ ແລະ ລະດັບການລົງທຶນທີ່ຕ່ຳລົງ.
ເສັ້ນ corrugator ຖືກເຊື່ອມຕໍ່ກັນເພີ່ມຂຶ້ນກັບ ເຄື່ອງພິມດິຈິຕອນ ແລະ ລະບົບປ່ຽນກ່ອງ , ຕື່ມໃຫ້ ການຫຸ້ມຫໍ່ອັດສະຈັກ 4.0 ການຜະລິດ.
ລັດຖະບານໃນທົ່ວໂລກກໍາລັງສົ່ງເສີມ ກາວຢາກັ່ວທີ່ເປັນມິດຕໍ່ສິ່ງແວດລ້ອມ , ເຈ້ຍທີ່ມີນ້ຳໜັກເບົາ , ແລະ ວັດສະດຸຫຸ້ມຫໍ່ທີ່ສາມາດນຳກັບມາໃຊ້ໃໝ່ໄດ້ .
ສິ່ງນີ້ຊຸກຍູ້ໃຫ້ມີການຮັບເອົາເຄື່ອງຈັກລັງທີ່ປະຢັດພະລັງງານ ແລະ ມີຂີ້ເຫຍື້ອໜ້ອຍ
ຜູ້ຜະລິດໃນປັດຈຸບັນມັກ ເຄື່ອງກົດແບບມີໂມດູນ —ຊ່ວຍໃຫ້ສາມາດປັບປຸງຕໍ່ມາໄດ້ ເຊັ່ນ: ເພີ່ມເຄື່ອງປະທານດ້ານດຽວ ຫຼື ໜ່ວຍກາວ, ເພື່ອໃຫ້ເຂົ້າກັບຄວາມຕ້ອງການຕະຫຼາດທີ່ມີຄວາມຍືດຫຍຸ່ນ.
ດ້ວຍການເຮັດລະບົບອັດຕະໂນມັດທີ່ເພີ່ມຂຶ້ນ, ການຝຶກອົບຮົມດ້ານເຕັກນິກຈຶ່ງກາຍເປັນສິ່ງຈຳເປັນ.
ໂຮງງານຊັ້ນນຳນຳໃຊ້ແຜງຈໍດິຈິຕອນ ແລະ ຄູ່ມືການບຳລຸງຮັກສາເພື່ອປິດຊ່ອງຫວ່າງດ້ານທັກສະ.
ເພື່ອປັບປຸງ ROI, ຜູ້ຜະລິດກ່ອງກະດາດສາມາດນຳໃຊ້ມາດຕະການທີ່ເປັນປະໂຫຍດຫຼາຍຢ່າງ:
ໃຊ້ລະບົບຕໍ່ອັດຕະໂນມັດ ເພື່ອຫຼຸດຜ່ອນເວລາທີ່ເສຍໄປໃນການປ່ຽນມ້ວນກະດາດ.
ລວມເອົາລະບົບເຮືອນກາວ ເພື່ອຮັບປະກັນຄວາມຂົ້ນຄ້ຽນ ແລະ ການໃຊ້ງານທີ່ສອດຄ່ອງກັນ.
ຕິດຕາມການໃຊ້ໄອນ້ຳ ດ້ວຍມີເຕີ້ໄຫຼວຽນເພື່ອຫຼຸດຜ່ອນຄ່າໃຊ້ຈ່າຍດ້ານພະລັງງານ
ວາງແຜນບຳລຸງຮັກສາລ່ວງໜ້າ ທຸກໆ 2,000–3,000 ຊົ່ວໂມງການດຳເນີນງານ
ດ້ວຍການປະສານປະສົມລະຫວ່າງລະບົບເຄື່ອງຈັກກັບວິໄນໃນຂະບວນການ ໂຮງງານສ່ວນຫຼາຍຈະບັນລຸ ການປັບປຸງປະສິດທິພາບການຜະລິດ 10–15% ພາຍໃນປີດຳເນີນງານປີທຳອິດ
ເມື່ອສົ່ງອອກ ຫຼື ອັບເກຣດ ໃຫ້ແນ່ໃຈວ່າ ເສັ້ນທາງກະດານລັງຂອງທ່ານ ສອດຄ່ອງຕາມ:
ISO 12647-6: ມາດຕະຖານການຜະລິດສີ ແລະ ການພິມ
ໃບຢັ້ງຢືນ CE & UL: ຄວາມສອດຄ່ອງດ້ານໄຟຟ້າ ແລະ ຄວາມປອດໄພສຳລັບເຄື່ອງຈັກ
FSC / PEFC: ການຈັດຊື້ເຈ້ຍຢ່າງຍືນຍົງ
ການປະຕິບັດຕາມມາດຕະຖານເຫຼົ່ານີ້ບໍ່ພຽງແຕ່ຈະເພີ່ມຄວາມໜ້າເຊື່ອຖືໃນຕະຫຼາດ ແຕ່ຍັງຊ່ວຍໃຫ້ການສົ່ງອອກ ແລະ ການຮ່ວມມືກັບຜູ້ຜະລິດອຸປະກອນຕົ້ນສຳລັບ OEM ດຳເນີນໄປໄດ້ງ່າຍຂຶ້ນ
ເມື່ອຄວາມຕ້ອງການດ້ານການຫຸ້ມຫໍ່ພັດທະນາໄປສູ່ການປັບແຕ່ງ, ຄວາມຍືນຍົງ ແລະ ອັດຕະໂນມັດອັດສະຈັກ, ການລົງທຶນໃນການຈັດລະບຽບທີ່ດີຂຶ້ນ ເສັ້ນທາງການຜະລິດເຄື່ອງປະຕູ້່ມ ເປັນທັງການຕັດສິນໃຈດ້ານເຕັກນິກ ແລະ ຍຸດທະສາດ
ບໍ່ວ່າທ່ານຈະເປັນ ສາຍພັນຜະລິດກ່ອງກະຕູນ ຜູ້ດໍາເນີນງານ, ກ ໂຮງງານຜະລິດເຄື່ອງຈັກລວງ , ຫຼື ຕัวແຈກຢາຍພາກພື້ນ , ຄຳຖາມສຳຄັນຂອງຄວາມສຳເລັດແມ່ນການສ້າງດຸນດ່ຽງລະຫວ່າງ ຄວາມໄວ, ຄວາມຍືດຍຸ່ນ, ແລະ ຄວາມໜ້າເຊື່ອຖືໃນໄລຍະຍາວ .
ແຖວທີ່ຖືກເລືອກຢ່າງດີບໍ່ພຽງແຕ່ຈະປັບປຸງຄຸນນະພາບ ແລະ ປະສິດທິພາບເທົ່ານັ້ນ ແຕ່ຍັງເຮັດໃຫ້ຕຳແໜ່ງການແຂ່ງຂັນຂອງທ່ານແຂງແຮງຂຶ້ນໃນຫ່ວງເຊື່ອມຕໍ່ການຫຸ້ມຫໍ່ລະດັບໂລກ.
ບໍລິສັດ Lincheng ການຜະລິດເສັນ 3, 5 ແລະ 7 ຄວາມໄວກາງແລະຄວາມໄວສູງຂອງເຈີ້ຍເປັບ, ເຄື່ອງພິມ flexo ແລະເຄື່ອງຕັດແຫຼມ, ແລະການສັນຍາເທັກນິກຂອງເຄື່ອງປັກ
ແຂວງ Dongguang, ເມືອງ Cangzhou, ການເຂດ Hebei, ສະຫະລັດຈีນ
Copyright © Hebei Lincheng Packaging Machinery Manufacturing Co., Ltd All Rights Reserved ນະໂຍບາຍຄວາມເປັນສ່ວນຕົວ