Ваш выбор должен напрямую отражать ваш бизнес-план и целевой рынок.
Количество слоев картона: 3, 5 или 7 слоев?
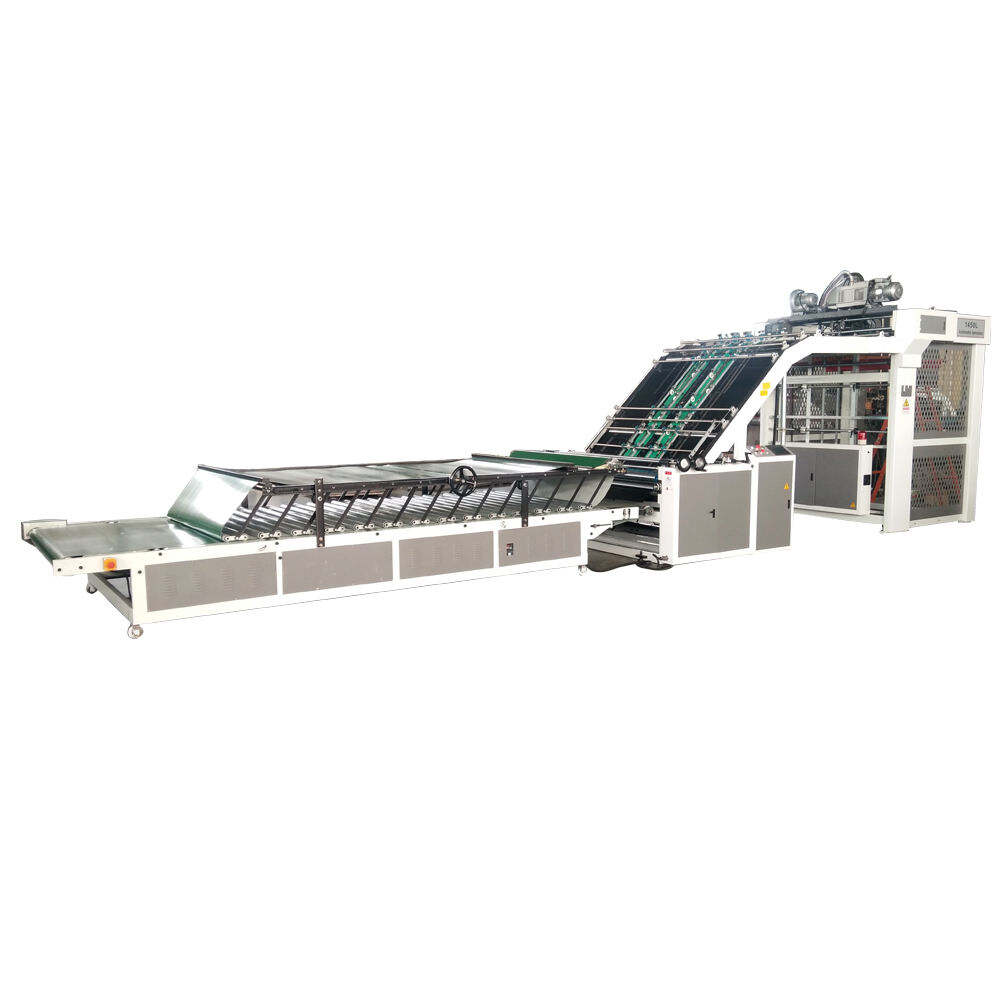
линия по производству трехслойного гофрокартона: идеальна для легкой упаковки розничной торговли, внутренней упаковки и стеллажей для выкладки товаров. Обеспечивает баланс между прочностью и экономичностью. Это распространённая отправная точка для многих производителей коробок.
Производственная линия пятислойного гофрированного картона: основное решение для транспортных контейнеров, тяжелой промышленной упаковки и паллетизированных товаров. Обеспечивает высокую прочность на сжатие и устойчивость к проколам. Изучите наши возможности производства пятислойного гофрокартона для комплексных решений.
Производственная линия семислойного гофрированного картона: разработана для тяжелых промышленных изделий, оборудования и усиленных транспортных контейнеров, требующих максимальной защиты. Это специализированная производственная линия с высокими капитальными вложениями, ориентированная на узкие рыночные ниши.


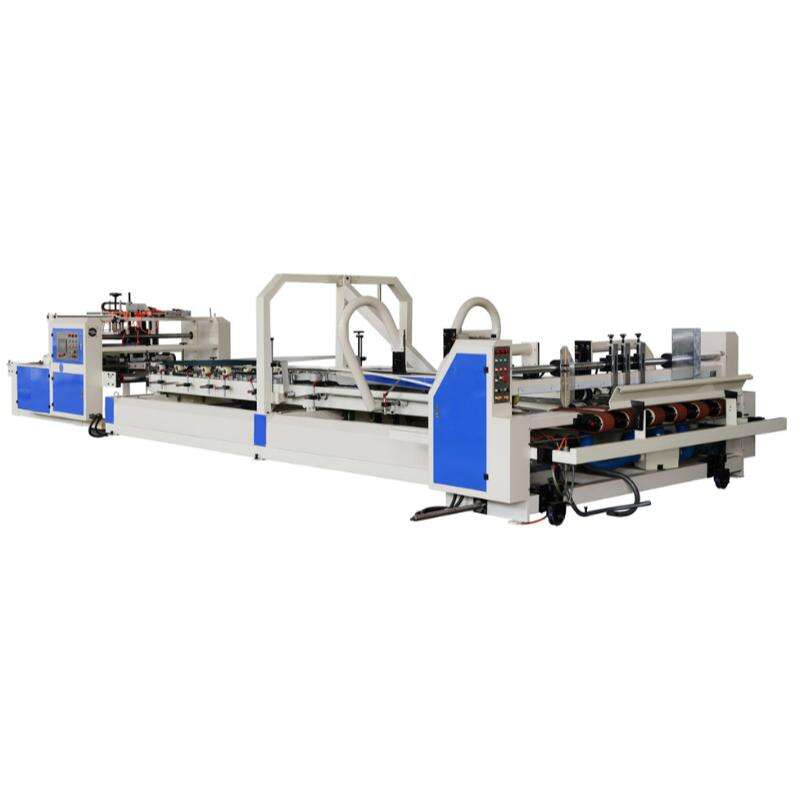
Рабочая ширина (1400 мм - 2800 мм): определяет максимальную ширину производимого картона. Более широкие машины обеспечивают гибкость при изготовлении крупных коробок или “многоместного производства ” мелких коробок для оптимизации использования материала. Выбор должен основываться на наибольшем размере коробки, который вы планируете выпускать в обозримом будущем.
Расчетная скорость (100 м/мин - 300 м/мин): Скорость напрямую влияет на объем выпускаемой продукции и потенциал выручки. Однако более высокая скорость означает и более высокую цену. Линия со скоростью 150 м/мин может быть вполне достаточной для регионального поставщика, тогда как крупному экспортно-ориентированному предприятию потребуется оборудование со скоростью более 250 м/мин, чтобы оставаться конкурентоспособным. Тщательно проанализируйте свои требования к объемам производства.


Выбор типа гофра (A, B, C, E, F): Разные типы гофра обладают различными характеристиками.
Гофр A: Самый толстый, обладает превосходной стойкостью к вертикальному сжатию.
Гофр B: Узкий шаг гофра, гладкая поверхность, идеален для высококачественной печати и штамповки.
Гофр C: Универсальный вариант, обеспечивает хорошую устойчивость к сжатию и прочность при укладке в штабель.
Гофр E и F: Микрогофра для упаковки премиум-класса, обеспечивает исключительное качество печати при минимальном объеме.
Универсальная производственная линия для изготовления гофрокартона должна поддерживать несколько типов гофра, чтобы удовлетворять разнообразные потребности клиентов.
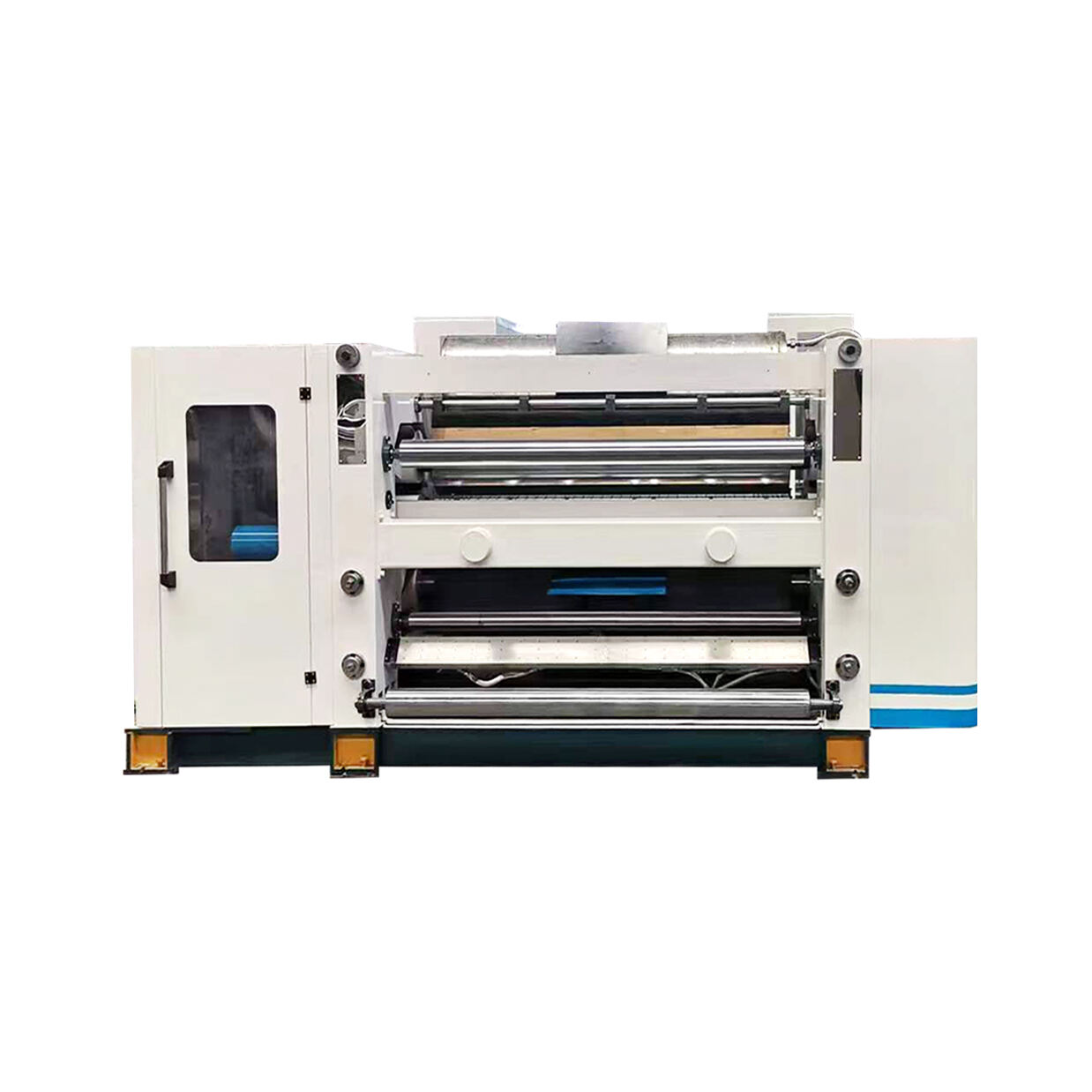
Сердце машины: Выбор гофрирующих валов
Гофрировальные валы являются наиболее подверженными износу компонентами и ключевым фактором, влияющим на долгосрочную производительность и затраты на техническое обслуживание. Существует два основных варианта:
1. Гофрировальные валы из высокоточной легированной стали: изготовлены из легированной стали 48CrMo, закалены среднечастотным током до твердости HRC60. Этот прочный и экономически эффективный вариант подходит для стандартных объемов производства и остается пригодным для многих операций.
2. Гофрировальные валы из карбида вольфрама: эти валы имеют покрытие из карбида вольфрама, обеспечивающее исключительную твердость и стойкость к износу. Срок их службы может быть в 3–5 раз дольше, чем у валов из легированной стали, что значительно сокращает простои при замене валов и проведении технического обслуживания. Для высокоскоростных линий по производству гофрокартона, работающих круглосуточно, инвестиции в валы из карбида вольфрама обеспечивают превосходную рентабельность благодаря непревзойденной долговечности и стабильной форме гофры.
Интеграция и оптимизация рабочих процессов
Покупка производственной линии — это не просто приобретение оборудования; это интеграция новой основной системы в ваши производственные мощности.
Планирование перед установкой
Подготовка площадки имеет решающее значение. Это включает обеспечение ровного армированного бетонного фундамента, достаточного электроснабжения (с учетом региональных стандартов напряжения) и надежной подачи пара для предварительных нагревателей и систем клея. Не менее важна правильная организация приема сырья и хранения готовой продукции.
Процесс ввода в эксплуатацию
Профессиональный поставщик предоставит комплексные услуги по вводу в эксплуатацию, включая:
Контроль за монтажом механического и электрического оборудования.
Калибровку всех датчиков, блоков нанесения клея и режущих устройств.
Тестовые запуски с использованием различных сортов бумаги для точной настройки параметров.
Тщательное обучение операционных и обслуживающих бригад.
Этот этап обеспечивает работу производственной линии в соответствии с заданными параметрами с первого дня. Наш подход к интеграции производственных линий гофрированных коробок всегда включает детальные процедуры ввода в эксплуатацию и обучения, чтобы гарантировать бесперебойный запуск.