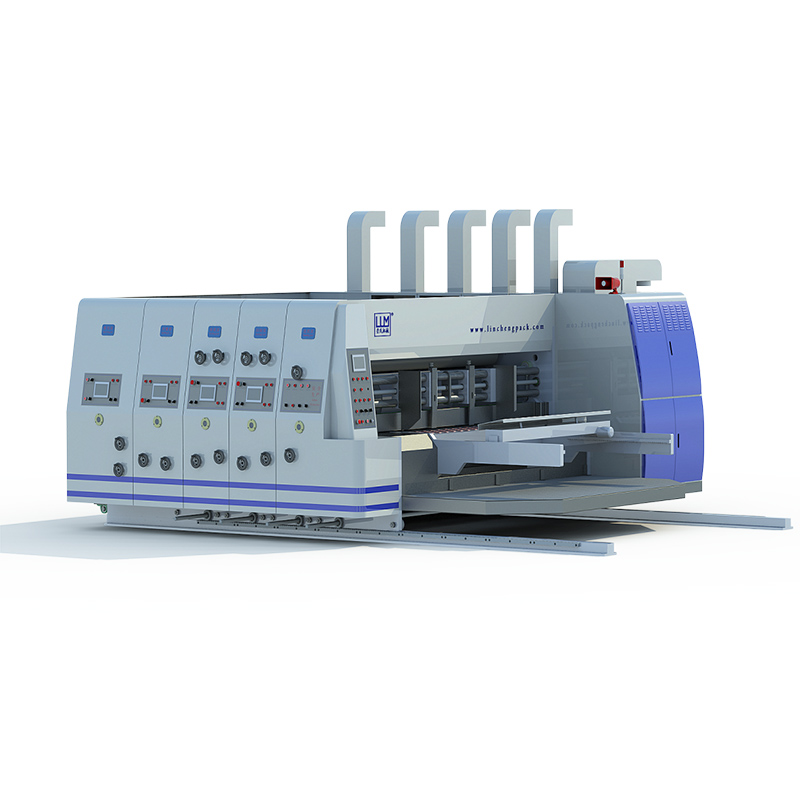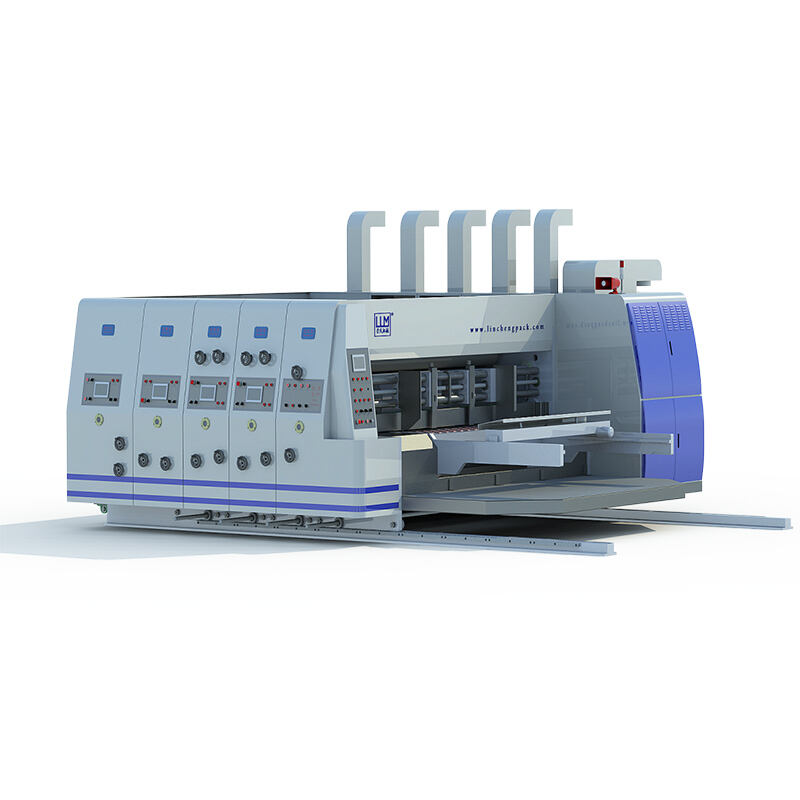
Machine performance:
1) The control panel is equipped with a man-machine interface PLC touch screen, which can control the paperboard feeding unit, printing unit, slotting unit, and die cutting unit,matched with auto stacker unit to collect carton sheet. It is easy to operate, fast, and high precision.
2) Each unit has PLC touch screen is assembled for easier operation and adjustment. Computer control can be Store 999 commonly used orders, change orders faster and more convenient to operate (operated by independent computer station).
3) All drive rollers are made of high-quality steel, hard chrome plated, and the surface is ground.
4) The transmission gear 50mm thick is made of high-quality steel grinding teeth.
5) The units of the whole machine are separated as a whole or individually; the bell continuously warns when walking to ensure the safety of the operator.
6) Automatic oil balancing device to keep the oil of each unit at the same level.
7) The wallboard thickness of the main frame is made of HT250 castings, with thickness of 50mm, and processed by a large-scale CNC Machining Center to ensure high strength and high precision.
8) Main electrical parts: Main motor adopts TECO brand,from Taiwan, the inverter adopts DELTA, and the contactor and button adopt Schneider or Simens brand.
Equipment composition:
1. Automatic feeding unit (vacuum suction lead egge feeding type ) 1 set
2. Printing unit 4 set
3. Slotted unit 1 set
4. Die cutting unit 1 set
5. Auto stacker unit (optional for wasteboard vibration device) 1 set
Automatic feeding unit (vacuum suction lead egge feeding type ):
1) Adopt vacuum suction feeding design, accurate paperboard feeding and conveying.
2) The front edge of the cardboard is used as the positioning reference, which is consistent with the positioning reference of printing unit and slotting unit.
3) It has a higher ability to handle curved paperboard.
4) Has a higher ability to handle thin cardboard transportation and move.
5) Paper can achieve paperboard feeding by continuously or skipping feeding.
6) The leading edge paperboard feeding increases the suction flow; the paper feed is more stable and accurate.
7) The main control panel on the operation side uses PLC touch screen to operate and check the HIM screen.
8) Customer can adjust speed by the PLC touch screen for inverter.
9) Manually adjust the vacuum suction range (varies with the width of cardboard sheet).
10) Electrical adjust the position of the left and right cardboard stops, and the gap between the front baffle board is adjusted manually as different thickness of paperboard sheet.
11) Manual adjustment of the front baffle gap and manual adjustment of the lateral position.
12) The large cardboard assists the droop to support the roller shaft.
13) The surface of the upper paper feeding wheel is covered with rubber material and notched to avoid too much pressure or damage on the cardboard.
14) Steel material of the lower paper feeding wheel, surface lamination, grinding and chrome plating.
15) The paper feeding wheel is connected with the transmission gear to prevent the key shaft sleeve for connection firmly.
Printing unit:

1) Adopt PLC color touch screen to operation and monitor production status.
2) There is no fuse switch for the unit sub-power supply.
3) The gap between the pressure roller and paper feed roller is adjusted manually.
4) Printing unit: returns to the”ZERO” resetting function, return to original printing position function, clean printing plate rotation, printing roller automatically records the relative position of each color before stopping.
5) The center line mark of the printing plate is engraved in the center of the printing roller for the reference of installing the printing plate.
6) Surface grinding and chrome plating on the printing roller.
7) Adopt groove mounting design for printing rolls, and the locking devices on both sides make the registration of the version more accurate.
8) The printing phase is automatically adjusted after the value is set, which has both accurate positioning and time saving.
9) Manual lateral phase adjustment, moving ranges ±5mm.
10) The printing roller is connected with the transmission gear to avoid the key shaft sleeve.
11) Manual twisting plate axis, full plate hanging groove design.
12) When assembling and disassembling the printing plate, the foot switch can be used to electrically control the forward and reverse rotation.
13) Pneumatic brake type brake mechanism. When the unit is separated to adjust the phase or clean, the brake mechanism restricts the gear rotation and maintains the original gear position.
14) Unidirectional diaphragm pump supplies ink recycling.
Slotting unit:

1) Adopt PLC color touch screen to operation and monitor production status.
2) Slotting unit: automatic back to “ZERO” resetting button.
3) Slotting unit side and inside tool shift operation panel.
4) The phase is automatically adjusted after the value is set, which has both accurate positioning and time saving.
5) Box height of slotted section: adopts electric adjustment of internal gear ring structure.
6) Slotting phase and box height: use computer adjustment or electric digital control.
7) Box height adjustment: Independent transmission gear box, carton height and phase can be adjusted at the same time.
8) The traverse position of the crimping wheel and slotting knife seat, computer and electric control.
9) Manual adjustment of slotting depth, crimping wheel and gap.
10) Slotting blade with toothed blade, thickness of 7mm (60° big knife), (30° small knife).
11) Pneumatic brake is used to lock and position the machine in the separated state.
Die cutting unit:

1) Adopt PLC color touch screen to operation and monitor production status.
2) The phase is automatically adjusted after the value is set, which has both positioning accuracy and time saving.
3) Rubber pad roller reversing ±20mm automatic swimming device.
4) Die-cutting phase, computer and electric digital control.
5) The gap between the rubber pad roller and the knife mold roller is adjusted manually.
6) When the die cutter roller and the rubber roller are not working status without die-cutting process, the cylinder eccentric device is automatically or manually detached, which can reduce the no-load load of the machine and extend the life of the die cutter rubber and die cutting blade.
7) Cutting and smoothing structure of the rubber pad roller to keep the surface of the rubber pad flat.
8) Adopt independent waste conveyor belt system, to automatically transfer and convey cardboard scraps, improve efficiency and save labor;
Auto stacker unit:
Automatic counting, automatic lifting, automatic stomping code, safety anti-fall protection device (optionally equipped with waste removal device).

Transmission gear:
1) The transmission gear is made of 40Cr high-quality gear steel with a thickness of 50. After normalizing, carburizing, quenching and grinding, it has excellent toughness and wear resistance.
2) The transmission adopts the inner eccentric outer cross sliding head structure. When the pressure is adjusted, the change of the gear gap is 0, which can achieve long-term printing registration.
3) The keyless shaft sleeve can make the shaft and the gear be seamlessly connected, there will be no gap when used in large torque, installation and maintenance are more convenient, and the gear can be transmitted with high precision for a long time to ensure the printing accuracy.
4) The tooth surface is lubricated by oil pump spray to improve the life of the gear. Each group has a separate oil pump.
Main technical parameters:
| Model & specifications | LUM-C | LUM-C | LUM-B | LUM-B | LUM-B | LUM-B |
| Max feeding size mm) | 900x2400 | 1200x2600 | 1400x2600 | 1400x2800 | 1600x2800 | 1600x3000 |
| Min feeding size (mm) | 350x700 | 350x700 | 380x700 | 380x700 | 380x700 | 380x700 |
| Max Printing area (mm) | 900x2200 | 1200x2400 | 1400x2400 | 1400x2600 | 1600x2600 | 1600x2800 |
| Min slotting gap (mm) | 290/110/290/110 | 290/110/290/110 | 290/110/290/110 | 290/110/290/110 | 290/110/290/110 | 290/110/290/110 |
| Max slotting depth (mm) | 300 | 300 | 370 | 370 | 400 | 400 |
| Minimum box height (mm) | 110 | 110 | 110 | 110 | 120 | 120 |
| Standard plate thickness (mm) | 6.0 | 6.0 | 6.0 | 6.0 | 6.0 | 6.0 |
| Printing roller diameter (mm) | 290 | 395 | 468 | 468 | 521 | 521 |
| Die cutting roll diameter (mm) | 360 | 360 | 432 | 432 | 487 | 487 |
| Design speed (sheet/min) | 200 | 200 | 150 | 150 | 150 | 150 |
| Work speed (sheet/min) | 150-180 | 150-160 | 100-120 | 100-120 | 100-120 | 100-120 |

Our factory located in Cangzhou, Hebei Province. it covers an area of nearly 20,000 square meter, has first-class R&D facilities and technical engineer, excellent management, sales & marketing team.
Southern industrial area,Dongguang county, Cangzhou city,Hebei province
Copyright © Hebei Lincheng Packaging Machinery Manufacturing Co.,ltd. All Rights Reserved Privacy Policy