I emballageindustrien er effektivitet, kvalitet og omkostningsoptimering de tre søjler, der afgør konkurrencedygtigheden. For papkasseproducenter og pappmaskinedistributører er det afgørende at forstå, hvordan en produktionslinje for pibet papirkort fungerer – og hvordan man vælger den rigtige konfiguration – for bæredygtig virksomhedsvækst.
Denne artikel gennemgår kerne-teknologier, systemkomponenter, markedsudsigt og investeringsovervejelser i moderne pappskiver produktionslinjer og giver praktiske indsigter for både fabrikejere og udstyrsagenter.
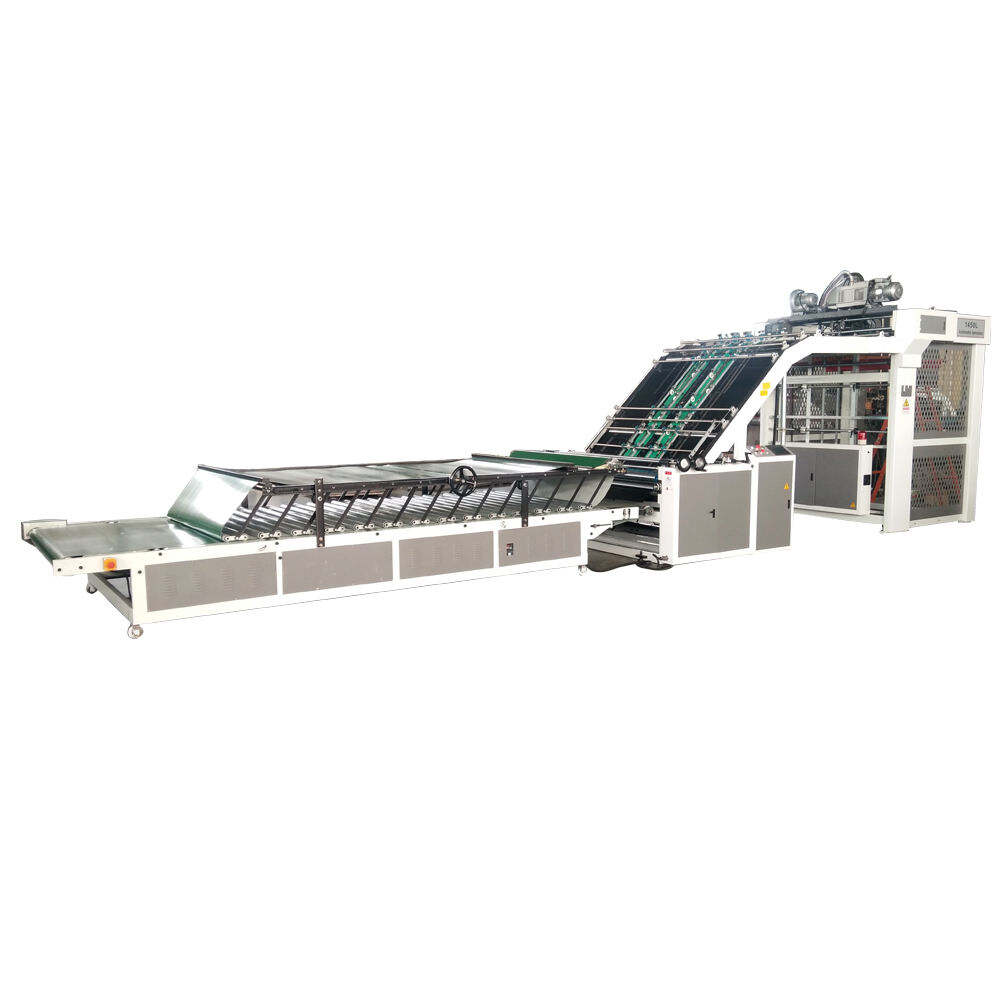
A produktionslinje for pibet papirkort er et fuldt integreret system, der omdanner grundpapir (linerboard og mellemstykke) til bølget pappplader. Disse plader skæres, slotes, printes og folderes herefter til forskellige papkasser.
Typisk omfatter en fuld produktionslinje flere forbundne enheder:
Rullestativ: Holder og afvikler papirruller.
Forvarmer: Justerer papirets fugtighed og temperatur for bedre forbindelse.
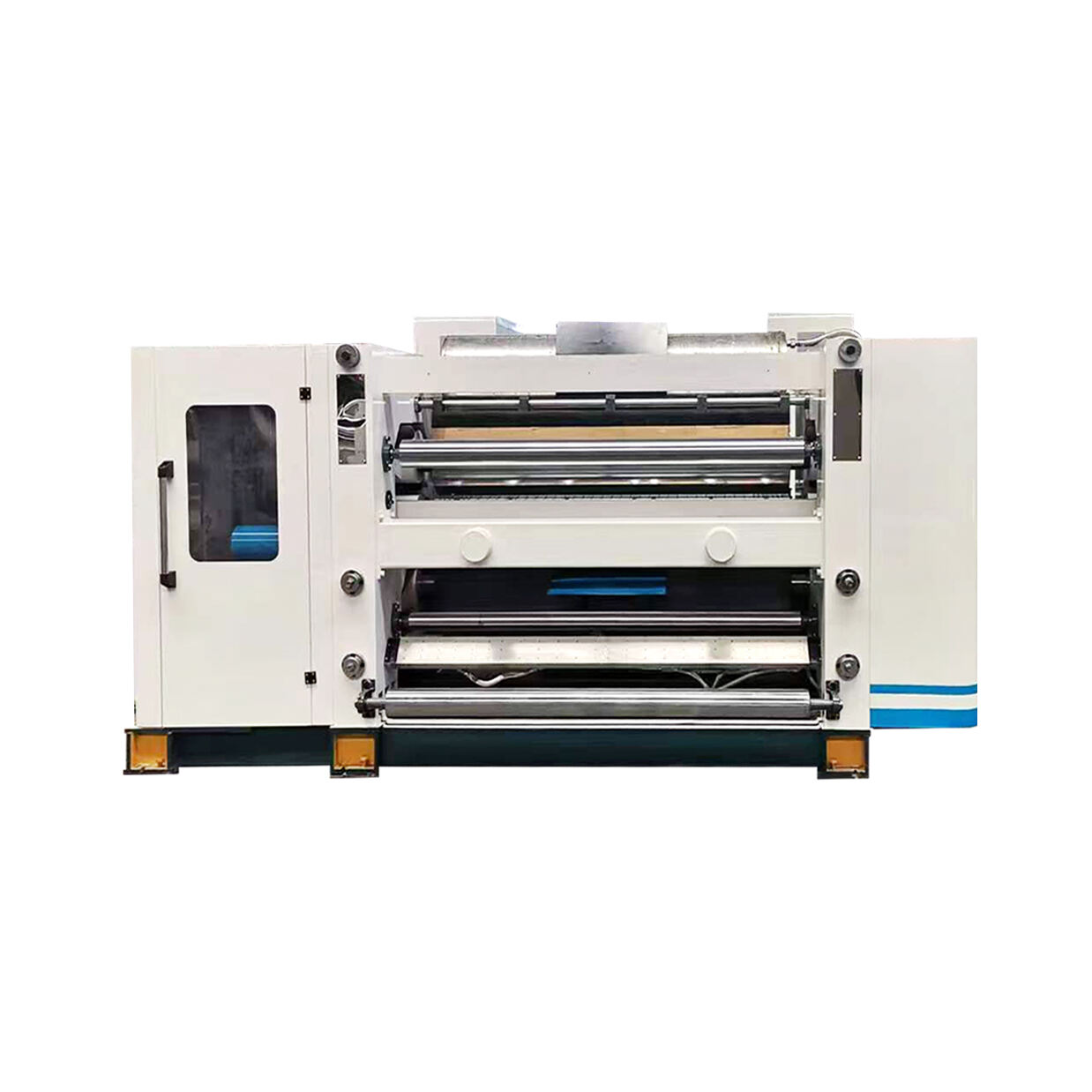
Enkeltbølger: Danner den bølgede (bølgeformede) mellemstykke ved at varme og presse papir gennem bølgeruller, påføre stivelseslim og binde det sammen med en liner.
Dobbeltbølger: Samler flere lag (3-lags, 5-lags eller 7-lags) til et komplet materiale.
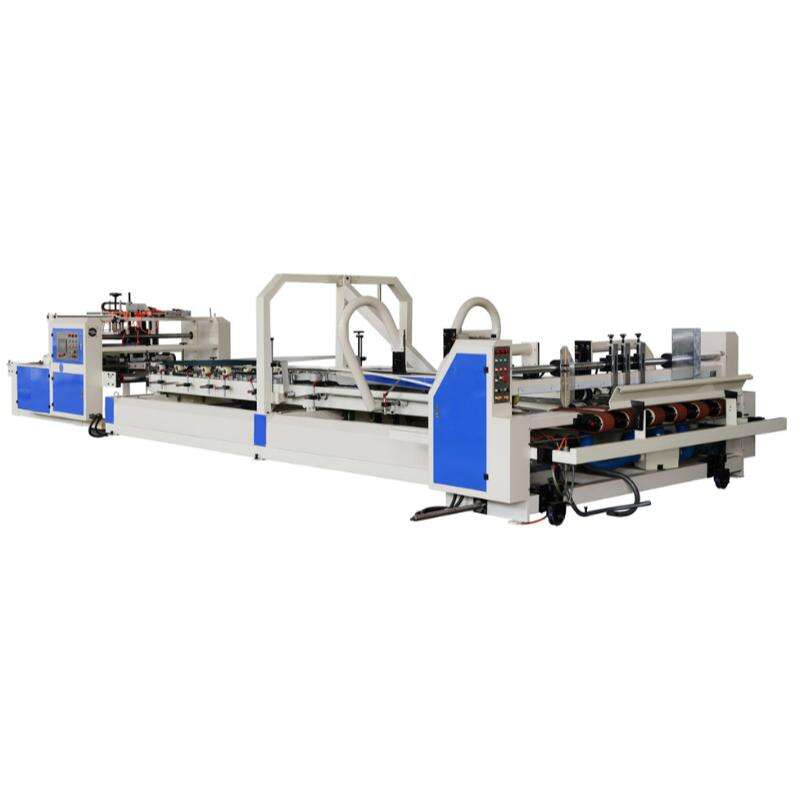
Slitter scorer & skæremaskine: Skærer og folder plader efter ordrestørrelse.
Stakker: Samler og stable plader til videre processer.
En fuld produktionsslinje til bølgepapir omdanner derfor rå papir til printklar plade gennem en kontinuerlig, højhastighedsproces med præcisionsstyring.
Lær mere om fulde produktionsslinjers specifikationer her:
7-lags bølgepapir-produktionslinje
Forskellige produktionsstørrelser og markeder kræver forskellige konfigurationer. Generelt kan bølgepapirlinjer inddeles i:
A single facer producerer enkeltlaget pap—ét furet lag limet til én dækplade.

Dette system er ideelt til små eller specialiserede producenter, der fremstiller laminerede plader, smalle ruller eller tester nye kombinationer af papir.
Fordele: Kompakt størrelse, lavere investering, hurtig opsætning.
Typisk hastighed: 60–150 m/min
Ideel til: Små produktionssystemer til bølgepap eller applikationer til forskning og udvikling (R&D).
Dette er de mest almindelige konfigurationer inden for kasseproduktion:
3-lags linje: Producerer enkeltvægget bølgepap (én fivering, to dækplader).
5-lags linje: Producerer dobbeltvægget bølgepap (to bølger, tre liner) til robust emballage som industriprodukter eller e-handelslogistik.
Anvendes til eksportemballage, møbler og store husholdningsapparaters kasser. Disse højtkapacitive linjer inkluderer ofte avanceret automatisering, spændingskontrol og computerstøttet kvalitetsovervågning.
Ifølge Smithers (2024) , den globalt bølgepapemballagemarked forventes at overstige $350 milliarder i 2030 , og vokser med en CAGR på 4,2 % . Denne vækst driveres af e-handel, bæredygtighedsreguleringer og erstatning af plastemballage.
I mellemtiden, Asien-Stillehavet forbliver den hurtigst voksende region , der udgør over 45 % af den globale produktionsmængde , med ledelse fra Kina, Indien og Sydøstasien. Denne udvikling omformer investeringsmønstre i maskiner, med stigende efterspørgsel efter mellemhøje, fleksible og energieffektive papproduktionslinjer .
Desuden noterer en rapport fra 2023 udarbejdet af Technavio , at over 60 % af små papkassefabrikker opgraderer til halvautomatiske eller modulære linjer for at reducere nedetid og forbedre kvalitetskonsekvens.
Smarte PLC'er og touch-skærmegrænseflader giver nu operatører mulighed for at styre temperatur, tryk, limmængde og hastighed i realtid.
Integration med SCADA-systemer muliggør prediktiv vedligeholdelse og produktionsdataanalyse.
Moderne linjer omfatter:
Lukkede dampsystemer til effektiv opvarmning.
Frekvensomformere (VFDs) for at minimere strømforbruget.
Automatisk limkontrol for at forhindre spild og forbedre ensartethed i limningen.
Servodrevne slyng- og ridsenheder samt digitale ordresystemer muliggør hurtig formatændring—af afgørende betydning for korte serier og produktion efter behov i dagens marked for tilpasset emballage.
Højhastighedssynssystemer registrerer lagdelaminering, forvrængning og manglende limning i realtid.
Nogle premiummodeller inkluderer indbyggede fugt- og tykkelsessensorer , forbedrer pladens konsistens.
Valg af en pappproduktionslinje kræver en vurdering af flere tekniske og operationelle faktorer.
Definer din daglig outputmål og forventede driftstimer.
Små til mellemstore anlæg: 100–180 m/min
Store integrerede anlæg: 250–350 m/min eller højere
En hurtigere produktionslinje kræver mere automatisering og et stabilt strøm- og dampsystem.
Bestem dit primære produktområde:
Lette emballager: 3-lags papir med lav GSM
Industrielle eller eksportkasser: 5-lags eller 7-lags plade med heavy-duty indlæg
Dit valg påvirker designet af enkeltfacer, forvarmerkonfiguration og limsystemets kapacitet.
Mens en lille produktionlinje for bølgepap kan koste USD 200.000–400.000 , en fuldskala 7-lags automatisk linje kan overstige 2 millioner USD , afhængigt af bredde, hastighed og automatiseringsniveau.
ROI opnås dog typisk inden for 3–5 år , især når man erstatter manuelle eller forældede systemer.
Overvej fabrikslayout, materialeflow og sikkerhedsregler.
Linjer er typisk 40–100 meter lange og kræver optimeret logistik for papirforsyning og pladestabling.
Vælg en leverandør med:
Lokal teknisk service
Let adgang til ruller, lejer og limenheder
Træning og dokumentation til operatører
Dette sikrer langvarig stabilitet og mindre vedligeholdelsesnedetid.
Bølgepaplinjer er stigende forbundet med digitale printere og boks-konverteringssystemer , hvilket gør det muligt Industri 4.0 smart emballage produktion.
Regeringer verden over opfordrer miljøvenlige limstoffer , letvægts papir , og genbrugelige emballagematerialer .
Dette driver adoptionen af energieffektiv, lavt-spild korrugerede maskiner.
Producenter foretrækker nu modulære korrugatorer —muliggør senere opgraderinger såsom ekstra enkeltfacer eller limenheder, der matcher fleksibel markeds efterspørgsel.
Med stigende automatisering bliver teknisk uddannelse afgørende.
Lederne inden for fabrikker implementerer digitale instrumentbræt og vedligeholdelsesvejledninger for at dække kompetencehullet.
For at forbedre afkastet kan kartonproducenter anvende flere praktiske foranstaltninger:
Brug automatiske samlingsystemer for at reducere nedetid ved papirrulle-skift.
Integrer limkøkken-systemer for at sikre konstant viskositet og forbrug.
Overvåg dampforbrug med flowmålere for at reducere energiregningen.
Planlæg forebyggende vedligeholdelse hver 2.000–3.000 køretimer.
Ved at kombinere automatisering og procesdisciplin opnår de fleste anlæg 10–15 % effektivitetsgevinster i produktionen inden for det første driftsår.
Når du eksporterer eller opgraderer, skal du sikre, at din bølgepaplinje overholder:
ISO 12647-6: Farve- og trykgengivelsesstandarder
CE & UL-certificeringer: Elektrisk og sikkerhedsmæssig overholdelse for maskiner
FSC / PEFC: Bæredygtig papirforsyningsalignment
Overholdelse af disse standarder øger ikke kun markedskredibiliteten, men fremmer også eksport og OEM-partnerskaber.
Når behovene for emballage udvikler sig mod tilpasning, bæredygtighed og smart automation, er investering i en optimeret produktionslinje for pibet papirkort både en teknisk og strategisk beslutning.
Uanset om du er en produktionslinje til kartonæsker operatør, en papfabrik , eller en regional distributør , ligger nøglen til succes i at balancere hastighed, fleksibilitet og langsigtede pålidelighed .
En velvalgt produktionslinje forbedrer ikke kun kvalitet og effektivitet, men styrker også din konkurrencesituation i den globale emballageværdikæde.

Lincheng firma, producer af 3-lagret, 5-lagret og 7-lagret medium- og højhastigheds fliseret papirokspapirproduktionslinje, flexo trykning skæringsskoreringsskabelonmaskine og kartonmaskineteknisk support
Dongguang-kontingen, Cangzhou-byen, Hebei-provinsen, Kina
Copyright © Hebei Lincheng Packaging Machinery Manufacturing Co., Ltd Alle rettigheder forbeholdes Privatlivspolitik